
Бесплатный фрагмент - Практическое применение технологии производства фотографий на холсте
Предметное рассмотрение и авторская методика

1. Введение
Печать фотографий на холсте заняла устойчивое место на стыке фотопроизводства и декоративно-прикладного искусства благодаря сочетанию художественной фактуры, долговечности и сравнительно доступной себестоимости. Технология печати фотографий на холсте представляет собой современное направление широкоформатной струйной печати, которое успешно сочетает художественную выразительность традиционной живописи с точностью и цифровых технологий. Технологический прогресс широкоформатной струйной печати, развитие материалов с рецепторными покрытиями и стандартизация цветопередачи (ICC-профили) обеспечили воспроизводимость результата и расширили область использования. Данная технология находит применение в интерьерном дизайне, производстве репродукций произведений искусства, персонализированных подарков и коммерческой печатной продукции, обеспечивая качественную альтернативу традиционной масляной живописи при существенно более низких затратах и сроках производства.
Цель этого практического пособия — предметно рассмотреть технологическую цепочку производства фотографий на холсте, сравнить основные технологические варианты и предложить авторскую методику, ориентированную на стабильно высокое качество при практико-ориентированном производстве.
2. Технологические основы производства фотографий на холсте
2.1. Материалы для печати
Современные холсты для печати производятся на основе различных текстильных материалов с нанесенными специальными рецепторными покрытиями. Натуральные холсты изготавливаются из хлопковых или льняных волокон плотностью 320—420 г/м² для хлопка и 380—450 г/м² для льна. Хлопковые холсты обеспечивают высокое качество отпечатков благодаря глубокому проникновению чернил в структуру ткани и точной цветопередаче. Льняные холсты отличаются более грубой структурой и повышенной долговечностью, что делает их предпочтительными для художественных работ.
Синтетические холсты производятся из полиэстерных волокон плотностью 280—350 г/м² и представляют экономичную альтернативу натуральным материалам. Чернила на синтетических холстах фиксируются преимущественно на поверхности, что обеспечивает яркие насыщенные цвета, но может ограничивать долговечность отпечатка. Смешанные материалы хлопок/полиэстер плотностью 300—380 г/м² сочетают преимущества обоих типов волокон и обеспечивают универсальность применения.
Все холсты для печати снабжаются специальными покрытиями на основе полимеров, повышающими скорость закрепления, предотвращающими растекание чернил, загрязнение печатающих головок и обеспечивающими равномерную протяжку материала. Отсутствие оптических отбеливателей в премиальных сериях холстов повышает архивную стабильность отпечатков и устойчивость к УФ-излучению, что позитивно сказывается на долговечности отпечатка. Важная технологическая особенность — микрорельеф фактуры: распределение чернил по «гребням» и «ямкам» влияет на видимую резкость и цветопередачу и ограничивает предельную детализацию относительно гладких фотобумаг.
2.2. Печатные технологии и типы чернил
Основным методом печати фотографий на холсте является струйная широкоформатная печать с использованием различных типов чернил, каждый из которых имеет специфические характеристики и области применения (Рис.1).
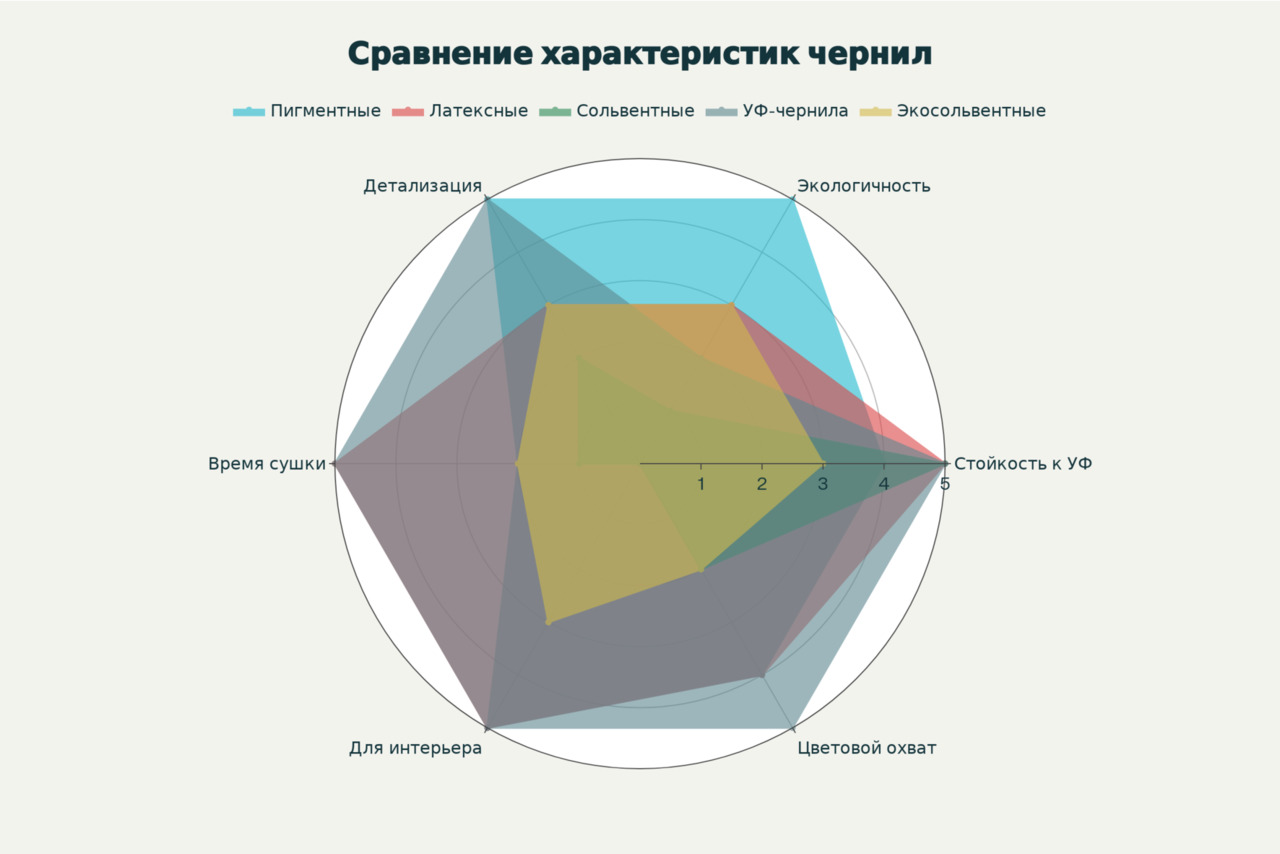
Пигментные водные чернила представляют собой мелкодисперсную взвесь цветных пигментов в воде со специальными добавками. Эти чернила обеспечивают высокую детализацию, широкий цветовой охват и отличную экологическую безопасность. Пигменты закрепляются на поверхности материала, обеспечивая высокую устойчивость к УФ-излучению и влаге при условии правильного защитного покрытия. Разрешение печати пигментными чернилами может достигать 2400 dpi и выше.
Латексные чернила состоят из пигмента, искусственного латекса (твердая фракция) и водной основы с растворителем и стабилизаторами (жидкая фракция). В процессе печати жидкая фракция выпаривается при температуре 60—110° C, а полимер запекается на носителе. Латексные чернила обеспечивают практически мгновенное высыхание, отсутствие запаха, широкий спектр совместимых носителей и высокую устойчивость к внешним воздействиям.
Экосольвентная печать — это современная технология нанесения стойкого и качественного изображения на различные материалы с использованием специальных экосольвентных чернил. Экосольвентные чернила содержат растворители (сольвенты) в меньшей концентрации и мягче воздействуют на материал носителя по сравнению с классическими сольвентными чернилами, при этом они экологичнее и менее токсичны.
УФ-чернила отверждаются под воздействием ультрафиолетового излучения, обеспечивая мгновенное закрепление, отличную детализацию и очень широкий цветовой охват. Они подходят как для натуральных, так и синтетических холстов, обеспечивая высокую стойкость к механическим воздействиям.
Струйная широкоформатная печать — де-факто основной метод, обеспечивающий высокую детализацию и фотокачество; типичные технологические режимы указывают разрешение порядка 1,440dpi и выше для фотографического результата на холсте.
Пигментные, латексные и УФ-чернила применяются как альтернативные системы; выбор влияет на устойчивость к влаге/свету, тактильность и экологические характеристики.
Альтернативные подходы включают сублимацию и УФ-отверждение, используемые для специфических задач долговечности и насыщенности; каждая техника имеет собственный профиль яркости, стойкости и совместимости с материалом.
2.3. Оборудование для печати
Производство фотографий на холсте требует специализированного широкоформатного оборудования. Промышленные принтеры с шириной печати 160 см и более обеспечивают высокую производительность при работе с различными типами холстов. Современные плоттеры работают с разрешением от 1440×720 dpi до 2880×1440 dpi, используя от 4 до 12 цветов для обеспечения точной цветопередачи.
Ведущие производители оборудования предлагают специализированные решения: Roland VersaEXPRESS, Mimaki JV100—160B, MUTOH VALUEJET, EPSON SURECOLOR, HP Latex серии и другие модели со стоимостью от 11000 до 22000 долларов США. Выбор принтера определяется типом используемых чернил, требуемой производительностью и качеством печати.
2.4. Управление цветом и профилирование
Критически важным аспектом производства качественных фотографий на холсте является система управления цветом с использованием ICC-профилей. ICC-профиль представляет собой файл данных, содержащий информацию о цветовых характеристиках конкретной комбинации принтер-чернила-носитель.
Процесс профилирования включает печать специальных цветовых мишеней, их колориметрическое измерение и создание математической модели цветового пространства. Правильно созданный ICC-профиль обеспечивает точную цветопередачу, минимизирует метамеризм и обеспечивает предсказуемость результата печати. Метамеризм, или метамерия — это явление, при котором два образца, кажущиеся одинаковыми по цвету при одном освещении (например, дневной свет), выглядят по-разному при другом (например, светодиодное или флуоресцентное освещение). Это происходит потому, что разные спектры света могут вызывать одинаковые цветовые ощущения у наблюдателя, но при этом отражаться от объектов по-разному.
Для печати на холсте рекомендуется использование перцепционного метода рендеринга (Perceptual), который наилучшим образом передает тональные соотношения в фотографических изображениях. При работе с портретной фотографией особое внимание уделяется точности передачи телесных тонов, для чего может потребоваться дополнительная цветокоррекция.
2.5. Предпечатная подготовка изображений
Качество исходного изображения является определяющим фактором для получения качественного отпечатка на холсте. Минимальное разрешение исходного файла должно обеспечивать 200—300 dpi при финальном размере отпечатка. Для формата 40×60 см рекомендуется разрешение не менее 3150×4724 пикселей, а для оптимального качества желательно превышение этих значений на 25—30%.
Предпечатная подготовка включает анализ композиции с учетом способа натяжки на подрамник, цветокоррекцию для компенсации особенностей холста и чернил, а также повышение локальной контрастности для компенсации текстуры холста. Особое внимание уделяется критическим цветам — телесным тонам, нейтральному серому, насыщенным красным и синим оттенкам.
Для модульных картин требуется точное планирование разделения изображения с учетом зазоров между элементами и способов натяжки. При галерейной натяжке необходимо предусмотреть продолжение изображения на торцы подрамника или создание нейтрального фона.
2.6. Технологический процесс печати
Технологический процесс включает несколько критически важных этапов. Подготовка к печати начинается с проверки совместимости файла с выбранным холстом и методом натяжки, загрузки соответствующего ICC-профиля и настройки параметров печати. Обязательной процедурой является печать тестовой полосы для проверки цветопередачи и отсутствия дефектов печати.
Процесс печати осуществляется в контролируемых условиях температуры и влажности. Скорость печати и количество проходов выбираются исходя из требований к качеству и типа используемого холста. Важно обеспечить равномерную подачу материала для предотвращения полосатости и искажений изображения.
Сушка и стабилизация чернил является критически важным этапом. Водные пигментные чернила требуют выдержки 24—48 часов для полной стабилизации цвета. Латексные и УФ-чернила высыхают практически мгновенно, что позволяет немедленно переходить к постпечатной обработке.
2.7. Постпечатная обработка и защитные покрытия
Постпечатная обработка включает нанесение защитных покрытий, художественную обработку и монтаж на подрамник. Защитные лаки подразделяются на лаки на водной основе (для влагостойких холстов) и лаки на основе растворителя (универсальные). Лаки выпускаются в матовом, полуглянцевом и глянцевом исполнении.
Нанесение лака осуществляется через 24—48 часов после печати в несколько тонких слоев с промежуточной сушкой. Качественное лакирование повышает устойчивость отпечатка к УФ-излучению, влаге и механическим повреждениям, а также облегчает уход за готовым изделием.
Художественная обработка может включать нанесение арт-геля для имитации мазков масляной краски, прорисовку отдельных участков акриловыми красками и создание эффектов старения. Эти процедуры значительно повышают художественную ценность изделия, но требуют высокой квалификации исполнителей.
2.8. Методы натяжки на подрамник
Натяжка холста на подрамник является финальным и ответственным этапом производства. Различают три основных метода натяжки: стандартную (музейную) с креплением скоб в торце подрамника, студийную с креплением скоб на задней стороне и белыми торцами, и галерейную с продолжением изображения на торцы и креплением скоб сзади.
Стандартная натяжка применяется для картин, предназначенных для оформления в багетную раму. Студийная натяжка обеспечивает эстетичный внешний вид без рамы, но с нейтральными торцами. Галерейная натяжка создает эффект объемной картины без необходимости дополнительного обрамления. Критически важно соблюдение параллельности нитей холста планкам подрамника и равномерности натяжения по всему периметру.
3. Авторская методика стабильной печати на холсте
На основе анализа технологических процессов и практического опыта предлагается авторская методика, обеспечивающая стабильное качество печати фотографий на холсте.
1. Классификация проектов.
Первый уровень работы заключается в анализе исходного изображения и определении оптимальной технологии печати. Для портретов крупным планом и детализированных изображений рекомендуется использование натурального хлопкового холста плотностью 340—380 г/м². Для пейзажей и декоративных изображений допустимо использование смешанных холстов с более выраженной текстурой.
2. Двухэтапная система управления цветом.
Базовый уровень включает использование сертифицированных ICC-профилей для комбинации принтер-чернила-холст с настройкой перцепционного рендеринга. Обязательным является регулярная калибровка монитора и верификация профилей при смене партий материалов.
Адаптивный уровень предусматривает оперативную корректировку под конкретную партию холста посредством печати и анализа тестовых полос. Микрокоррекция осуществляется через настройку кривых в драйвере принтера или RIP-программе без изменения основного профиля.
3. Контроль качества на всех этапах.
Система контроля включает верификацию исходных файлов, контроль параметров печати, анализ тестовых отпечатков и финальную инспекцию готовых изделий. Стандартные условия контроля предусматривают освещенность 500±25 лк для минимизации субъективных оценок.
Документирование параметров каждого заказа обеспечивает воспроизводимость результатов и возможность корректировки технологии на основе накопленного опыта.
4. Оптимизация постпечатной обработки.
Регламентированная процедура сушки предусматривает выдержку отпечатков в контролируемых условиях до нанесения защитных покрытий. Многослойное нанесение лака в 2—3 тонких слоя с промежуточной сушкой обеспечивает равномерное покрытие без наплывов и дефектов.
Стандартизация процедур натяжки включает использование одинакового натяжения, контроль геометрии подрамника и единообразие методов крепления. Финальный контроль предусматривает проверку отсутствия дефектов, соответствия цвета эталонному образцу и качества натяжки.
4. Авторская методика по исследованию совокупности действий, которые приводят к стабильно высоким результатам при натяжке холстов на подрамник
Качественная натяжка определяет не только внешний вид конечного изделия, но и его долговечность и эксплуатационные характеристики. Надежная фиксация полотна обеспечивает равномерное распределение натяжения, предотвращает деформации, складки и потерю натяжения с течением времени. Для выполнения этой задачи используются специальные инструменты, которые обеспечивают точность, скорость и удобство работы. В данном пункте будет представлен анализ фактического набора инструментов, необходимых для натяжки холста, а также рассмотрены основные этапы и технические особенности данного технологического процесса. Исследование направлено на систематизацию информации и оптимизацию практических подходов, что особенно актуально для профессионалов в области фотопечати, художественного оформления и производства фотосувениров.
4.1. Состав комплекта инструментов для изготовления
Начнём с самых крупных инструментов. Для производства фото на холсте нам понадобится 2 станка, напольная гильотина для резки рейки и станок для скрепления углов. И компрессор.
1. Напольная гильотина пневматическая, ARJ-Q07—2 (Рис.2 и 3), на данный момент стоит в районе 148 тысяч рублей.


Гильотина изготовлена из высокопрочных материалов, оснащена удобной педалью. Она предназначена для высокоточной и быстрой резки багета, рамочных профилей и аналогичных материалов из дерева, пластика (полистирола), ДВП, МДФ в условиях багетных мастерских и производственных цехов. Она используется для подготовки деталей к сборке рам, обеспечивая ровный, чистый и аккуратный срез.
Данная модель на протяжении уже 20-ти лет является одной из самых востребованных среди профессиональных станков для резки багета. Напольная гильотина комплектуется ножами из высококачественной инструментальной стали, калиброванным правым крылом с подвижным упором для установки размера заготовок. Для безопасной работы станок оборудован защитными щитками из плексигласа.
Массивная станина гильотины отлита из чугуна, что закладывает основу многолетней безаварийной работы этого оборудования.
Принцип работы:
Гильотина оснащена пневматическим приводом, что означает использование сжатого воздуха для перемещения режущего механизма. Оператор управляет процессом с помощью ножной педали или кнопки, подавая воздух в пневмоцилиндры. Пневмоцилиндры приводят в движение режущую каретку с установленным подвижным ножом, который проходит мимо неподвижного ножа, обеспечивая чистый и ровный срез профиля. Благодаря пневматике, усилие реза значительно выше, чем у механических аналогов, что позволяет работать с твёрдыми и широкими профилями.
Конструктивные особенности:
Напольное исполнение: гильотина устанавливается на пол, имеет устойчивую массивную раму, рассчитанную на интенсивную эксплуатацию.
Пневматическая система: включает пневмоцилиндры, воздушные клапаны и систему управления, обеспечивающую плавность и безопасность работы.
Ножи: два ножа (подвижный и неподвижный) выполнены из закалённой стали, легко заменяются и затачиваются.
Управление: обычно реализовано через ножную педаль, что освобождает руки оператора для манипуляций с материалом.
Безопасность: пневматический привод позволяет реализовать плавный старт и торможение, снижая риск повреждения механизма из-за инерционных нагрузок.
Преимущества пневматической гильотины:
— высокая производительность и скорость реза;
— минимальные физические усилия оператора;
— возможность резки твёрдых и широких профилей;
— ровный и чистый срез без сколов;
— долговечность и надёжность конструкции.
Особенности эксплуатации, требуется:
— подключение к источнику сжатого воздуха (компрессору);
— регулярная проверка и обслуживание пневмосистемы (шланги, клапаны, смазка);
— заточка и замена ножей по мере износа.
Технические характеристики напольной пневматической гильотины ARJ-Q07—2
Производитель: Китай
Вес (кг): 121
Максимальная ширина распила: 80 мм
Максимальная высота пропила: 160 мм
Тип привода: пневматический
Тип производства: штучное
Габаритные размеры с упаковкой: 740х600х1240 мм
Тип прижима: пневматический
Производительность в час: до 100 рам
Вид резки: 45°/90°
Максимальный прямоугольный рез: 65 х 65 мм
Длина линеек: 1500 мм
Уточнение: для распила рейки для изготовления подрамников можно воспользоваться более бюджетным, но менее удобным вариантом — торцовочной пилой. Какое-то время я пользовался вот этой моделью: Торцовочная пила J-T08 (Рис.4), сейчас её стоимость в районе 17 тысяч рублей.

Есть целый ряд минусов такого способа резки:
— возможны сколы, подпалины; часто требуется доработка торцов;
— могут быть отклонения из-за люфта или износа диска;
— высокий уровень шума и пыли при работе диска.
Поэтому было принято решение перейти на резку гильотиной.
2. Второй крупный инструмент, который нам понадобится — станок для скрепления углов багета. Я использовал модель арт. 5216 (Рис.5).

Сейчас его стоимость в районе 140 тысяч рублей. Особенности работы станка для скрепления углов багета арт. 5216:
Станок 5216 предназначен для профессионального скрепления углов рам из багета — пластикового, деревянного или МДФ. Станок оснащён пневматическим приводом: для работы требуется подключение к источнику сжатого воздуха (компрессору). Скрепление углов осуществляется с помощью V-образных скоб разного размера (7, 10, 12, 15 мм), которые подаются в зону соединения заготовок. Подача скобы выполняется нажатием на ножную педаль или рычаг, что освобождает руки оператора для точной фиксации деталей. Фиксированные боковые крылья обеспечивают стабильность и точность позиционирования заготовок во время скрепления.
Технические характеристики:
Производитель: Китай
Вес (кг): 90
Тип привода: пневматический
Тип производства: профессиональное
Габаритные размеры с упаковкой: 710х580х1280 мм
Давление в пневмосистеме: 0,6 — 0,8 MПa
Производительность в час: 100 рам
Тип: V-образные/UNI и AL
Размер скоб: 7, 10, 12, 15 мм
Максимальная ширина багета: 120 мм
Максимальная высота багета: 100 мм
Прочное основание и стол из нержавеющей стали обеспечивают долговечность и устойчивость оборудования.
Для скрепления рам понадобятся расходные материалы — скобы. Я использую скобы для скрепления багета AL777—10h, 10 мм, AL HARD (Рис.6), цена в районе 1300 рублей, в упаковке 6 тысяч скоб.

3. Кроме того, для работы нам понадобится компрессор. Я пользуюсь малошумным безмаслянным компрессором J-D09—1 (Рис.7).

4. Основным рабочим инструментом мастера по натяжке холстов является степлер. Они бывают разных типов, в зависимости от способа приведения в действие и конструкции:
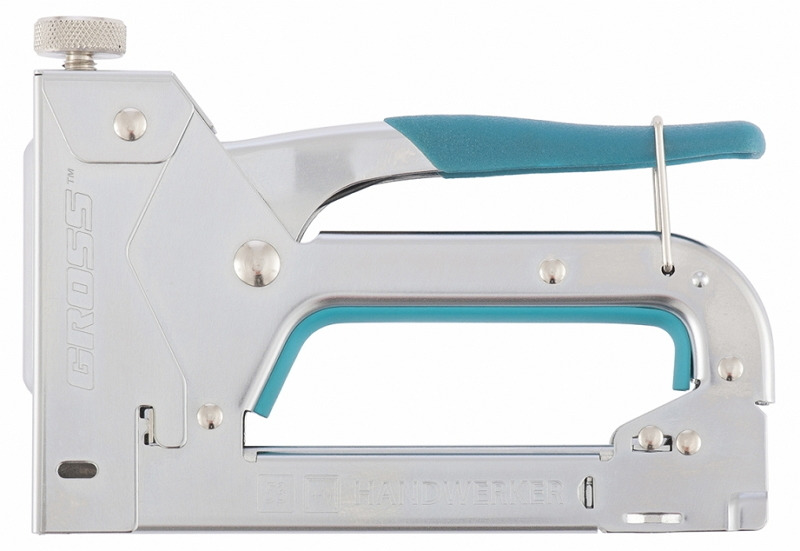
а). Ручные (механические) степлеры. Самый доступный и распространённый вариант. Работают за счёт усилия руки, взводящей пружину, и не требуют подключения к электросети или компрессору. Имеют механизм регулировки силы удара и подходят для небольших объёмов работ. Я в своей работе использовал несколько видов механических степлеров разных производителей, от самых простых и до именитых брендов. Остановился на степлере фирмы Gross (Рис.8). Мощный, не шумный, точный, надёжный. На данный момент стоит около 1200 рублей.
б). Электрические степлеры. Работают от сети или аккумулятора. Огромный плюс в том, что не утомляют при большом объёме работ. Но при этом механическим степлером пользоваться быстрее и удобнее, за счёт его компактности. С большой точностью скоба оказывается в нужном месте. Электрическому степлеру немного мешает провод. Возможно, аккумуляторные версии были бы удобнее. Я использовал версию, работающую от сети Einhell TC-EN 20 E (Рис.9), сейчас она стоит около 4000 рублей. Вес 1,05 кг, что почти в 2 раза больше, чем у Gross — 0,6 кг.
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.